Hi Valerii,
You can find a set of scanned plans here:
carbon-dragon.ihpa.ie/index.php/home-top/plans#full-scale-plans. I'm afraid I haven't created any special plans for my all-carbon CD - I'm just modifying the originals 'on the fly' and trying to document how I'm doing things here in the forum and on my project page. Hopefully the photos I've uploaded tell the story when studied in conjunction with the original plans. That said... feel free to ask as many questions as you like about any part of my build and I'll do my best to help you out.
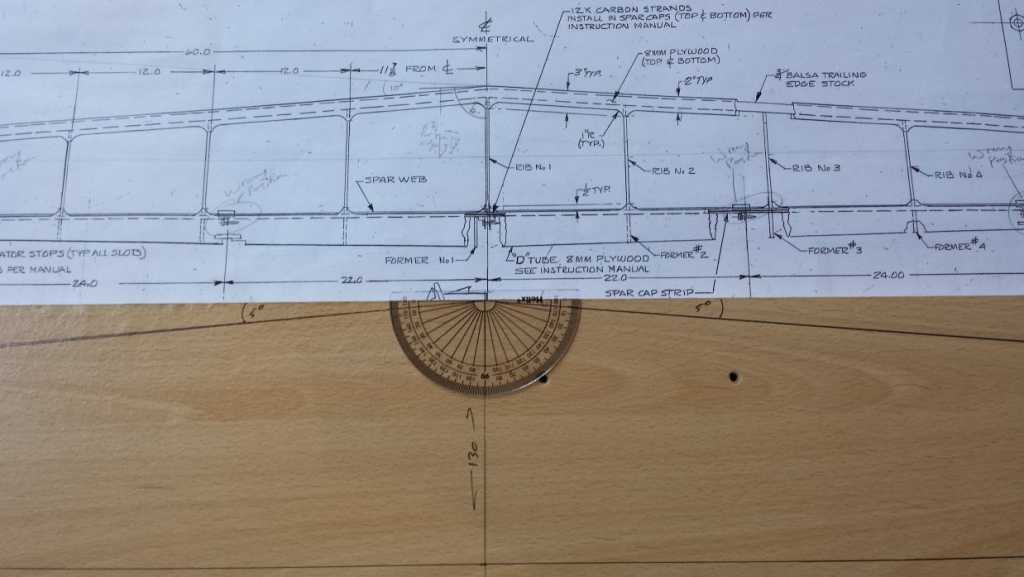
The dimensions given in the original drawings are a curious mixture of imperial and imperial.decimal - in other words, in some places you will see a dimension given as 24 1/2" and in other places as 24.5"! One really glaring error in the dimensions is that they universally refer to '8mm ply' when in fact it should read '0.8mm or 1/32" ply'!! I tend to convert everything to metric (mm) when I am drawing out components like spars directly onto my work table. 1" = 25.4mm.
With the exception of my main wing leading edges, I have used 195gsm 3k twill weave carbon fiber throughout my project. For the tail fin and horizontal stabiliser leading edges, all the spars and the tail boom, this cloth needs to be cut at 45degrees to the axis of the weave to exploit the maximum strength of the cloth. This is a real pain in the bum(!) and if I were starting again, I would source and use a 200gsm bi-axial cloth instead. It would make preparation, cloth cutting and mold lay-up times *much* quicker. Happily I don't think I'll have enough twill cloth to do my main wing leading edges and will order a 400gsm 24k bi-axial cloth for that last big lay-up.
www.easycomposites.co.uk/products/carbon...ll-199gsm-3k-1m.aspx
shop1.r-g.de/item/192400127-EBA
Throughout my project I am using a low viscosity Vacuum Infusion Resin (I'm using the vacuum assisted resin infusion method almost exclusively as it's much safer and much, much more convenient!) The resin is cured at around 25C for 24hrs before being post cured at incremental temperatures over 16 hours up to 80C.
www.easycomposites.co.uk/products/epoxy-...-infusion-resin.aspx
My spars are generally fabricated out of two layers of 195gsm twill carbon cloth, cut at 45deg to the weave. Actually only one layer of carbon cloth is necessary to carry the loads in the spars, but this makes for a very fragile spar which is easily damaged when removing it from the vacuum stack. Two layers makes for a much stiffer and tougher spar. The central, root section of my main wing spar is beefed up a bit with four overlapping layers of cloth between the two #1 ribs - this was partly done for extra strength and partly because it made for a simpler lay-up.
The solid carbon Load Transfer Bars that transfer the loads from the spar to the metal wing connection fittings are encapsulated by a further two layers of 195gsm twill cloth. The LTBs themselves are cut crom a larger panel made up of 24 layers of 195gsm twill cloth cut at 45deg, using a hand, wet lay-up instead of vacuum infusion. My attempts to vacuum infuse 24 layers of cloth resulted in the part being starved of resin in the inner layers. The LTBs are a strength critical part, and you must get them right!! After curing and post curing the 24 layers thick panel, I cut it up into 1" wide strips using a table saw and further bevelled the edges, where necessary, using a bench sanding machine. You can see the details of how the spars are laid up in some of my videos.
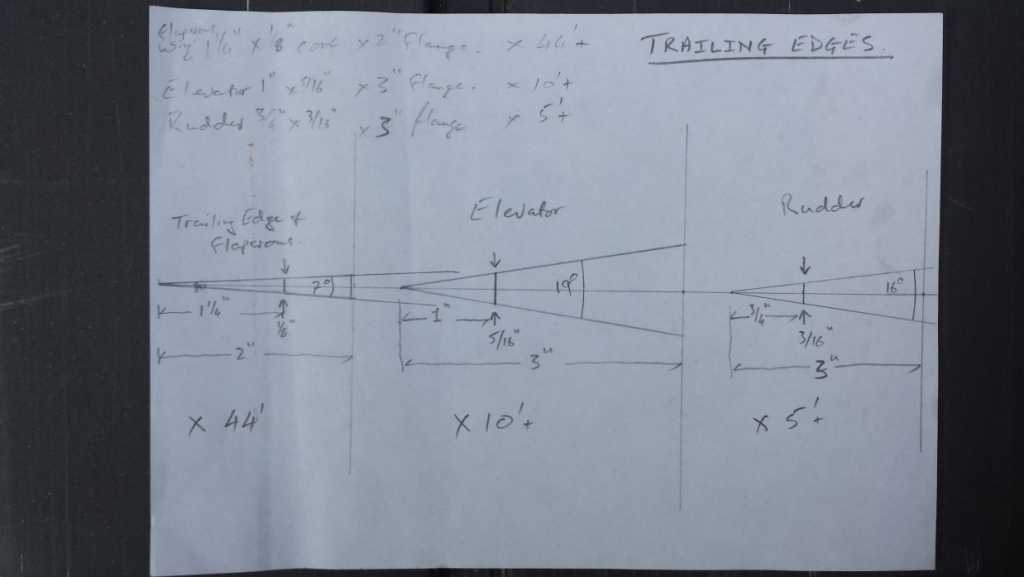
With the exception of my main wing spar, all the other spars have a single 0.092" x 0.22" pultruded carbon rod encapsulated into each edge forming a 10mm-15mm wide spar cap. The main wing has several rods, tapering off as you move further outboard. See my Wing Analysis spreadsheet for details of how many rods I used.
carbon-dragon.ihpa.ie/index.php/cd-build...wing-stress-analysis
www.marskeaircraft.com/carbon-rod-pricing.html
Hope this helps! Feel free to ask questions.
Gotta dash - I've got my last batch of flaperon ribs infusing as I type
")
All the best,
Phil.
PS - a few more videos to keep you busy!
Phil Lardner's Carbon Dragon Project - 0 - Setting up parts for Vacuum Assisted Resin Infusion.wmv
Phil Lardner's Carbon Dragon Project - 1 - Vacuum Assisted Resin Infusion
Phil Lardner's Carbon Dragon Project - 2 - debagging first batch of ribs
Phil Lardner's Carbon Dragon Project - 3 - Demoulding a part
Phil Lardner's Carbon Dragon Project - 4 - Fabricating Foam Cores.wmv
Phil Lardners Carbon Dragon Project 5 Shaping the Leading Edge Moulds
Phil Lardner's Carbon Dragon Project - 6 - Covering the Leading Edge Foam Plug in Fiberglass
Phil Lardner's Carbon Dragon Project - 7 - Shaping the Outer Leading Edge Foam Plug
i.ytimg.com/vi/pWvJ-G4D0do/mqdefault.jpg
Phil Lardner's Carbon Dragon Project - 8 - Infusing the Tail Boom Skins
Phil Lardner's Carbon Dragon Project - 9 - Rib Trimming
Phil Lardners Carbon Dragon Project 10 Infusing the Horizontal Stabiliser Skin
Phil Lardner's Carbon Dragon Project - Trimming the Horizontal Stabiliser Front Spar
Phil Lardners Carbon Dragon Project - Bonding the Tail Boom Halves Together
Phil Lardner's Carbon Dragon Project - Laying the up Main Wing Spar center section
Phil Lardner's Carbon Dragon Project Schempp Hirth Air Brake Prototype